_1780459041732.webp)

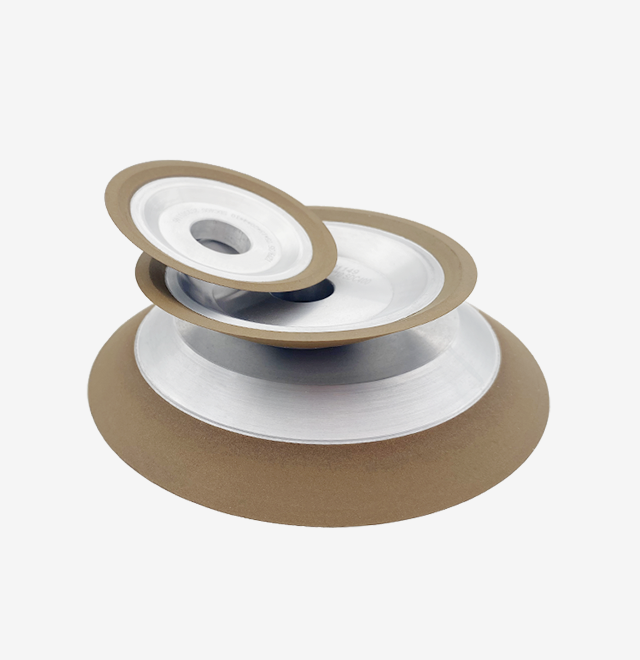
9A1 Diamond Grinding Wheel
2. Bond Type: Vitrified bond
3. Application Object: Grinding cam lobes of automotive camshafts
4. Workpiece Material: Automotive and motorcycle engine camshafts
5. Precision: High precision
6. Performance Features: High efficiency, excellent surface finish, and easy dressing
- Product Description
9A1 Diamond Grinding Wheel - Precision Vitrified Bond Solution for Camshaft Grinding
When precision meets efficiency in automotive camshaft machining, the 9A1 Diamond Grinding Wheel from Henan Me We Products Co., Ltd. delivers exceptional performance. Engineered specifically for grinding cam lobes on automotive and motorcycle engine camshafts, this vitrified bond grinding wheel combines high precision with outstanding productivity. With over 10 years of manufacturing expertise, we've designed this wheel to achieve excellent surface finishes while maintaining easy dressing characteristics. Your grinding operations will benefit from reduced cycle times and consistent quality across production runs.
Technical Specifications
Type | D(mm) | T(mm) | H(mm) | X(mm) |
1A1 14A1 | 100 | 6 | 32 | 3/5 |
150 | 10 | 32 | 3/5 | |
250 | 10 | 75/152.4 | 3/5 | |
300 | 12 | 152.4 | 3/5 | |
400 | 15 | 75 | 3/5/8 | |
450 | 15 | 100 | 3/5/8 | |
9A1 | 200 | 10 | 165 | 5 |
300 | 40 | 40 | 5 |
What Makes Our 9A1 Diamond Grinding Wheel Special?
Our vitrified bond equation gives the idealize adjust you require. The wheel structure conveys tall fabric expulsion rates without compromising surface quality.
You'll take note the contrast quickly. Sharp cutting edges remain compelling longer. Warm scattering keeps your workpieces cool. Dressing interims expand altogether compared to routine wheels.
The open structure avoids stacking indeed amid ceaseless operation. This implies less interferences and more parts per move for your generation line.
Perfect Applications for Your Operations
Automotive Industry:
- Engine camshaft cam lobe profiling
- Motorcycle camshaft finishing operations
- High-volume production environments
- Precision grinding where surface quality matters
The 9A1 Diamond Grinding Wheel excels in applications requiring tight tolerances. Your quality control team will appreciate the consistent results batch after batch.
Performance Benefits You'll Experience
Prevalent Surface Quality
Your wrapped up camshafts will meet the most requesting details. The vitrified bond structure produces fine wraps up that diminish downstream cleaning requirements.
Extended Wheel Life
Premium jewel abrasives withstand the rigors of persistent generation. You'll alter wheels less as often as possible, keeping your machines running productively.
Easy Maintenance
Dressing operations are clear and fast. Your administrators can reestablish wheel sharpness with negligible downtime utilizing standard dressing tools.
Cost Efficiency
Though beginning venture may be higher than ordinary wheels, the add up to fetched per portion drops altogether. Longer wheel life additionally quicker cycle times break even with superior economics.
Why Partner With Henan Me We Products?
We bring over a decade of specialized fabricating involvement to each wheel we create. Our ISO 9001-certified quality administration framework guarantees each item meets strict execution standards.
Our specialized group gets it your challenges. We've worked with car producers over different landmasses. That involvement interprets into items that perform dependably in genuine generation environments.
Fast Conveyance: Standard orders dispatch inside 7–10 days. Require pressing conveyance? We keep up adaptable stock to react rapidly to your requirements.
Global Reach: Our association with worldwide coordinations suppliers guarantees your wheels arrive securely, whether you're in Australia, Central Asia, Southeast Asia, Africa, or anyplace else.
Customization Accessible: Have particular necessities? We offer OEM and ODM administrations. Share your drawings or determinations, and we'll fabricate wheels custom-made to your correct needs.
FAQ
Q: How do I choose the right diamond or CBN grinding wheel for my application?
A: To help you select the right wheel and avoid inefficient grinding or unnecessary costs caused by mismatched parameters, please provide the following key information:
- Workpiece material: What specific material are you grinding? (e.g., cemented carbide, high-speed steel, hardened steel, titanium alloy, cast iron, ceramics)
- Workpiece dimensions: Diameter, length, wall thickness, and grinding stock allowance
- Hardness before grinding: For example, HRC 45, HRC 60
- Processing requirements: Roughing, semi-finishing, or finishing? Required surface roughness? Dimensional tolerance? Special requirements like no burning or cracking?
Based on your inputs, we'll recommend the optimal wheel solution for you.
Q: Does my current equipment and process also affect wheel selection?
A: Absolutely. Providing these details helps our application engineers match the most suitable wheel:
- Grinding machine: Brand, model, maximum spindle speed or common linear speed
- Grinding method: External cylindrical, internal, surface, centerless, or tool grinding? Dry or wet grinding? Coolant type?
- Cutting parameters: Depth of cut per pass and feed rate
- Current issues: Low efficiency? Frequent clogging? Workpiece burning? Short wheel life?
- Primary goal: Improving efficiency, extending wheel life, better surface quality, or reducing cost?
Q: Why does my grinding wheel feel like it "won't cut" and has very low efficiency?
A: Several factors can cause this:
- Wrong abrasive type: Using diamond on hardened steel causes chemical reactions that dull the wheel quickly
- Incorrect wheel hardness: Too hard prevents dull grains from releasing
- Improper feed rate: Too light prevents effective cutting; too heavy generates excessive heat
- Wheel wear or clogging: Metal chips load the working layer
- Coolant issues: Insufficient flow or wrong type raises grinding zone temperature
We can help diagnose and resolve these issues with proper wheel selection and parameter adjustments.
Q: My wheel is clogged and dull – what should I do? How do I dress it?
A: Although superabrasive wheels have self-sharpening ability, they need periodic dressing:
- Truing/shaping: Use a diamond dressing tool to remove dulled abrasive and restore geometry
- Sharpening/conditioning: Mount a single-point diamond dresser at 10–15° angle and dress wet with coolant
Regular dressing maintains cutting performance and extends wheel life.
Q: Why are my workpiece dimensions or accuracy inconsistent during batch grinding?
A: Poor dimensional stability links to:
- Wheel wear: Fast or uneven wear affects feed accuracy
- Low dressing frequency: Dull wheels shift the grinding point, causing dimensional errors
We recommend regular dressing schedules. Our vitrified bond wheels offer excellent shape retention for stable dimensional performance over extended periods.
Get Your Precision Grinding Solution Today
Ready to improve your camshaft grinding operations with 9A1 Diamond Grinding Wheel? Contact our technical team at elena@mine-tools.com. We'll help you achieve better results.

USER EVALUATE
Here is the customer's evaluation of us