_1780459041732.webp)
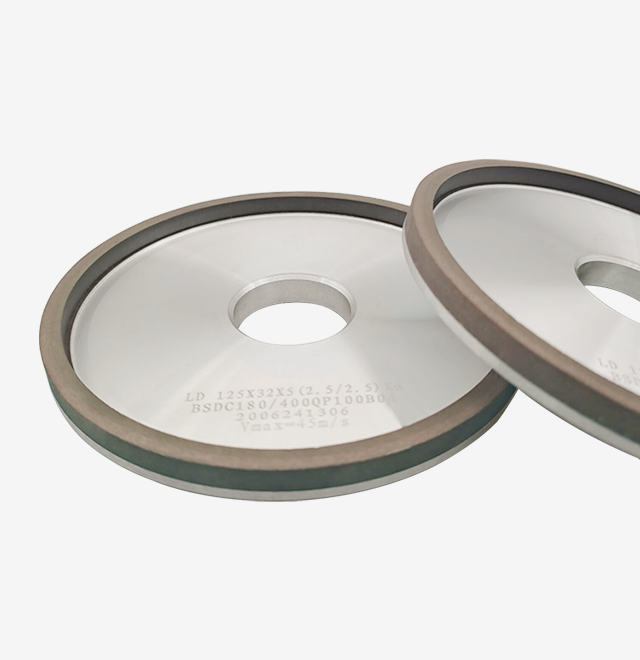
6A2 Diamond Grinding Wheel
2. Application 1: Processing woodworking tools such as circular saw blades, drills, and milling
3. Application 2: CNC grinding of rake angle, relief angle, and side clearance for band saws
4. Application 3: Woodworking drills and milling cutters
5. Key Features: High precision, and long service life
6. Additional Feature: Excellent shape retention
- Product Description
6A2 Diamond Grinding Wheel – Precision Tool Grinding Solution
When you're processing woodworking tools like circular saw blades, drills, and milling cutters, you need a grinding wheel that delivers both precision and durability. Our 6A2 Diamond Grinding Wheel is specifically engineered for woodworking tool manufacturers who demand consistent performance. With high precision grinding capabilities and excellent shape retention, this wheel handles everything from CNC grinding of rake angles and relief angles on band saws to finishing passes on complex cutter geometries. Backed by over 10 years of manufacturing expertise at Henan Me We Products Co., Ltd., our wheels maintain their cutting ability through thousands of cycles, reducing your downtime and cost per piece.
Technical Specifications
Type | D(mm) | T(mm) | W/H(mm) | X(mm) |
14A1 | 75-200 | 3-6 | 3-6 | 3-6 |
4A2 | 150/200/250 | 10/13 | 3/6/10 | 1.5/3 |
4V2 | 150/200/250 | 10/13 | 3/6/10 | U=1.5-3 |
6A2 | 50/75/100/125/150/175/200 | 13/20 | 3/5/6/10/12/15/20 | 1.5/3 |
What Is a 6A2 Diamond Grinding Wheel?
The 6A2 container wheel plan highlights a straight crushing confront with an calculated help. This geometry is perfect for instrument and cutter crushing applications where you require side clearance and exact edge preparation.
You'll discover this wheel especially successful when pounding carbide-tipped saw edges or resharpening worn cutting edges. The jewel grating cuts cleanly through difficult materials without creating over the top warm.
Key Advantages for Your Workshop
High Efficiency Grinding
You'll complete more parts per shift. The diamond abrasive cuts faster than conventional wheels, meaning shorter cycle times on your CNC grinder.
Superior Precision
Tight tolerances matter when you're grinding cutting tools. Our 6A2 Diamond Grinding Wheel maintains its profile throughout its service life, so your rake angles and relief angles stay consistent from the first piece to the last.
Extended Service Life
Replace wheels less often. Diamond abrasive lasts significantly longer than aluminum oxide or silicon carbide, especially when grinding carbide or hardened materials.
Excellent Shape Retention
The wheel doesn't lose its form as it wears. This means you can maintain dimensional accuracy without constant dressing cycles, saving you setup time and improving productivity.
Common Applications
Circular Saw Edge Sharpening
Restore cutting edges on carbide-tipped edges rapidly and precisely. The glass wheel plan gives simple get to to tooth faces and clearance angles.
Band Saw Grinding
CNC crush rake points, help points, and side clearances on band saw teeth. Accomplish uniform tooth geometry over the whole edge length.
Woodworking Penetrate & Processing Cutter Reconditioning
Resharpen winding woodwinds, cutting edges, and alleviation surfaces. Keep up unique device geometry for reliable cutting execution.
How to Get the Best Results?
Coordinate the Coarseness to Your Finish
Coarser corn meal evacuate fabric speedier for roughing operations. Better corn meal convey smoother surfaces for wrapping up passes.
Use Satisfactory Coolant
Proper coolant stream anticipates warm buildup and expands wheel life. Water-based coolants work well with precious stone wheels on carbide materials.
Dress When Needed
Although our wheels keep up their shape well, intermittent dressing with a jewel adhere reestablishes top sharpness and expels any loading.
Optimize Your Bolster Rates
Too forceful bolsters produce warm and decrease wheel life. As well light bolsters can coat the wheel surface. Discover the adjust for your particular application.
Why Choose Henan Me We Products?
You're not fair buying a pounding wheel. You're collaborating with a producer that gets it your challenges.
We've went through over a decade culminating our pounding wheel definitions. Our ISO 9001-compliant quality framework guarantees each wheel meets strict execution standards.
Need a custom detail? We offer adaptable OEM and ODM administrations. Send us your drawings or portray your application, and we'll create a arrangement that fits.
Standard conveyance takes fair 7–10 days. We work with solid worldwide coordinations accomplices to get your arrange to you rapidly, wherever you are.
FAQ
Q: How do I choose the right diamond or CBN grinding wheel for my application?
A: To help you select the right wheel and avoid inefficient grinding or unnecessary costs caused by mismatched parameters, please provide these key details:
① Workpiece material (cemented carbide, HSS, hardened steel, etc.)
② Workpiece dimensions and grinding stock allowance
③ Hardness level (e.g., HRC 60)
④ Processing requirements (roughing/finishing, surface roughness, tolerance)
Based on your inputs, we'll recommend the optimal abrasive type, bond, grit size, concentration, and dimensions.
Q: Does my current equipment and process also affect wheel selection?
A: Absolutely. Sharing these additional details helps us match the best wheel to your setup:
① Grinding machine brand, model, and maximum spindle speed
② Grinding method (external, internal, surface, tool grinding) and coolant type
③ Depth of cut per pass and feed rate
④ Current issues you're facing (low efficiency, clogging, burning, short wheel life)
⑤ Wheel interface requirements (arbor hole, outside diameter, thickness)
Q: Why does my grinding wheel feel like it "won't cut" and has very low efficiency?
A: Several factors can cause this:
① Wrong abrasive type (diamond on ferrous metals causes chemical reaction)
② Incorrect wheel hardness (too hard prevents dull grains from releasing)
③ Improper feed rate (too light or too heavy)
④ Wheel loading with metal chips
⑤ Coolant issues (insufficient flow or wrong type)
We can help diagnose the problem and recommend the right wheel specification or process adjustment.
Q: My wheel is clogged and dull – what should I do? How do I dress it?
A: Dress your wheel periodically to restore sharpness:
① Truing/shaping – Use a diamond dressing tool to remove dulled abrasive and restore geometry
② Sharpening – Mount a single-point diamond dresser at 10–15° angle and dress wet with coolant
Q: Why are my workpiece dimensions or accuracy inconsistent during batch grinding?
A: Inconsistent dimensions usually result from:
① Wheel wear (too fast or uneven wear affects feed accuracy)
② Low dressing frequency (dull wheel shifts the grinding point)
Set a regular dressing schedule and consider wheels with excellent shape retention like our metal bond or vitrified bond options.
Contact Us Today
Ready to improve your tool grinding process with 6A2 Diamond Grinding Wheel? Reach out to our team at elena@mine-tools.com and let's discuss your specific requirements.

USER EVALUATE
Here is the customer's evaluation of us
YOU MAY LIKE
 VIEW MOREGrinding Wheel for Drill Bits
VIEW MOREGrinding Wheel for Drill Bits VIEW MORECBN Grinding Wheels
VIEW MORECBN Grinding Wheels VIEW MORECBN Grinding Wheel for Camshaft Machining
VIEW MORECBN Grinding Wheel for Camshaft Machining VIEW MORECenterless Grinding Wheel
VIEW MORECenterless Grinding Wheel VIEW MORESuperabrasive Grinding Wheel
VIEW MORESuperabrasive Grinding Wheel VIEW MORECBN Grinding Wheel for Alloy Steel
VIEW MORECBN Grinding Wheel for Alloy Steel VIEW MOREDiamond Grinding Wheel for Glass
VIEW MOREDiamond Grinding Wheel for Glass VIEW MORE11A2 Diamond Grinding Wheel
VIEW MORE11A2 Diamond Grinding Wheel