_1780459041732.webp)

11A2 Diamond Grinding Wheel
2.Shape Retention: Excellent shape stability during grinding
3.Porous Structure: Efficient chip removal and heat dissipation, preventing clogging and workpiece burning
4.Self-Sharpening: Long dressing intervals with easy dressing operation
5.Applicable Materials: CVD, PCD/PCBN, cemented carbide, and ceramic cutting tools, etc.
6.Key Advantages: High efficiency and low wear
- Product Description
11A2 Diamond Grinding Wheel – Precision Grinding for Cutting Tools
When precision matters most in your grinding operations, the 11A2 Diamond Grinding Wheel delivers exceptional performance you can rely on. Engineered by Henan Me We Products Co., Ltd. with over 10 years of manufacturing expertise, this cup-shaped grinding wheel is specifically designed for CVD, PCD/PCBN, cemented carbide, and ceramic cutting tool applications. You'll experience high grinding force that ensures superior workpiece accuracy, while the porous structure provides efficient chip removal and heat dissipation to prevent clogging and workpiece burning. Our wheels feature excellent shape retention during grinding operations, with long dressing intervals that reduce your downtime. The self-sharpening characteristic makes dressing easy when needed, helping you maintain consistent grinding quality throughout production runs.
Technical Specifications
Type | D(mm) | T(mm) | H(mm) | X(mm) | W(mm) |
6A2 | 100 | 40 | 20/32/40 | 5/10/15 | 10 |
125 | 40 | 32/40 | 5/10/15 | 10 | |
150 | 40 | 20/32/40 | 5/10/15 | 10 | |
11A2 12A2 | 100 | 40 | 20/32/40 | 3/5/10 | 3-10 |
125 | 40 | 32/40 | 3/5/10 | 3-10 | |
150 | 40 | 32/40 | 3/5/10 | 3-10 |
Why Choose Our Cup-Shaped Diamond Grinding Wheels?
Engineered for Complex Tool Grinding
You face unique challenges when grinding modern cutting tool materials. Our product addresses these challenges head-on with a carefully balanced abrasive formulation. The cup wheel design provides optimal contact geometry for tool flute grinding, relief angle creation, and edge preparation on carbide inserts and PCD tools.
Superior Heat Management
Heat buildup ruins expensive cutting tools. That's why we've incorporated a porous bonding structure into every wheel. This design actively pulls heat away from the grinding zone while efficiently evacuating chips. You'll see fewer instances of thermal damage, grinding burns, or microcracking on your finished tools.
Long-Lasting Performance
Frequent wheel changes cost you money and productivity. Our diamond wheels maintain their cutting ability through extended production runs. The combination of high-quality diamond abrasives and advanced bond technology means you'll dress less often and replace wheels less frequently than conventional alternatives.
Key Features That Make a Difference
Tall Pounding Force
You require exactness when fabricating cutting instruments. Our wheels convey concentrated cutting activity that expels fabric effectively whereas keeping up tight resiliences on your wrapped up products.
Excellent Shape Retention
Your wheel profile remains genuine longer. This consistency deciphers specifically into repeatable workpiece measurements over your whole generation group without consistent dimensional compensation.
Low Wear Rate
More parts per wheel implies lower fetched per piece. You'll appreciate the amplified wheel life, particularly when pounding costly superhard materials like PCD and PCBN.
Easy Dressing Operation
When dressing time arrives, the handle is clear. A basic single-point jewel dresser reestablishes sharpness rapidly, getting you back to generation quicker.
Ideal Applications for Your Operations
Your 11A2 Diamond Grinding Wheel excels in these specific grinding tasks:
- PCD/PCBN Tool Manufacturing: Grinding flutes, clearance angles, and finishing edges on polycrystalline diamond and cubic boron nitride cutting tools
- Cemented Carbide Processing: Shaping and sharpening carbide end mills, drills, and inserts with minimal edge chipping
- CVD Coated Tools: Precision grinding of CVD diamond coated tools without delamination
- Ceramic Cutting Tools: Achieving fine surface finishes on ceramic inserts and tooling
Matching the Right Wheel to Your Needs
Choosing the redress crushing wheel parameters makes all the distinction in your comes about. Consider these factors:
Material Hardness: Harder workpiece materials for the most part require better coarseness sizes for ideal surface finish.
Grinding Operation Sort: Roughing operations advantage from coarser corn meal and higher concentration, whereas wrapping up requests better grits.
Machine Details: Your axle speed and control capabilities impact the ideal bond sort and wheel dimensions.
Coolant Framework: The sort and stream rate of your coolant influences bond determination and crushing parameters.
We're here to offer assistance you explore these choices. Our specialized group brings viable involvement coordinating wheels to applications.
FAQ
Q: How do I choose the right diamond or CBN grinding wheel for my application?
A: To help you select the right wheel and avoid inefficient grinding or unnecessary costs caused by mismatched parameters, please provide the following key information:
① Workpiece material: What specific material are you grinding? (Examples: cemented carbide, PCD/PCBN tools, ceramics, etc.)
② Workpiece dimensions: Diameter, length, and grinding stock/allowance
③ Processing requirements: Roughing, semi-finishing, or finishing? Required surface roughness? Dimensional tolerance?
Based on your inputs—abrasive type, bond, grit size, concentration, and dimensions—we'll recommend the optimal wheel solution for you.
Q: Does my current equipment and process also affect wheel selection?
A: Absolutely. Providing these details helps our application engineers better understand your needs:
① Grinding machine: Brand, model, plus maximum spindle speed or common linear speed (m/s)
② Grinding method: External cylindrical, tool grinding (fluting/relief grinding), or peripheral grinding? Dry or wet?
③ Depth of cut per pass and feed rate
④ Current issues & goals: What problems are you having? What's your primary optimization goal?
Q: Why does my grinding wheel feel like it "won't cut" and has very low efficiency?
A: Several factors can cause this common issue:
① Wrong abrasive type: Using diamond on ferrous metals causes chemical reactions that dull the wheel quickly
② Incorrect wheel hardness: A wheel that's too hard won't release dull grains
③ Improper feed rate: Too light prevents effective cutting; too heavy generates excessive heat
④ Wheel wear or clogging: The working layer becomes loaded with chips
⑤ Coolant issues: Insufficient flow or wrong type raises temperature
We can help diagnose your specific situation and recommend solutions.
Q: My wheel is clogged and dull – what should I do? How do I dress it?
A: Although superabrasive wheels have self-sharpening ability, they still need periodic dressing:
① Truing/shaping: Use a diamond dressing tool to remove the dulled layer and restore precise geometry
② Sharpening/conditioning: For a single-point diamond dresser, mount it at 10–15° angle and dress wet with coolant
Regular dressing maintains both cutting ability and dimensional accuracy.
Q: Why are my workpiece dimensions or accuracy inconsistent during batch grinding?
A: Poor dimensional stability often links to:
① Wheel wear: Fast or uneven wear during continuous grinding affects feed accuracy
② Low dressing frequency: A dull wheel shifts the actual grinding point, causing dimensional errors
We recommend setting a regular dressing schedule. Our wheels with good shape retention extend the period of stable dimensional performance significantly.
Partner with Experience You Can Trust
Henan Me We Products Co., Ltd. brings over a decade of specialized manufacturing experience to every grinding wheel we produce. Our ISO 9001 compliant quality management system ensures consistent performance across every batch.
We serve customers in Australia, Central Asia, Southeast Asia, Africa, and beyond with reliable products and responsive technical support.
Flexible customization meets your unique requirements. Whether you need specific dimensions, custom bond formulations, or special grit combinations, our OEM and ODM services deliver precisely what your application demands.
Fast delivery keeps your production on schedule. Standard lead time runs 7–10 days, with flexible inventory options for recurring orders and quick response for urgent requirements.
Ready to Improve Your Grinding Results?
Let's discuss how our 11A2 Diamond Grinding Wheel can enhance your cutting tool manufacturing process. Contact our technical team at elena@mine-tools.com with your application details today.

USER EVALUATE
Here is the customer's evaluation of us
YOU MAY LIKE
 VIEW MOREMetal Grinding Wheels
VIEW MOREMetal Grinding Wheels VIEW MORECBN Grinding Wheel for Camshaft Machining
VIEW MORECBN Grinding Wheel for Camshaft Machining VIEW MOREGrinding Wheel for Cutting Tool Processing
VIEW MOREGrinding Wheel for Cutting Tool Processing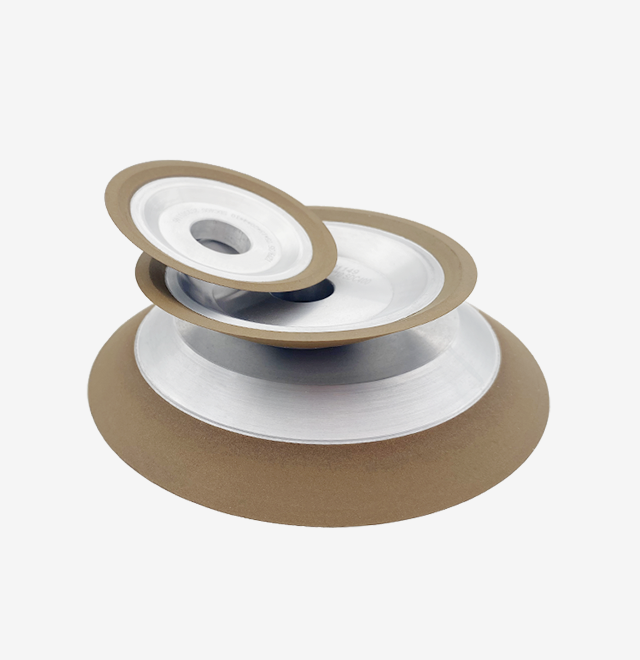 VIEW MOREDiamond Cup Grinding Wheel
VIEW MOREDiamond Cup Grinding Wheel VIEW MORECBN Grinding Wheel for Alloy Steel
VIEW MORECBN Grinding Wheel for Alloy Steel VIEW MORE1A1 Diamond Grinding Wheel
VIEW MORE1A1 Diamond Grinding Wheel VIEW MORE9A1 Diamond Grinding Wheel
VIEW MORE9A1 Diamond Grinding Wheel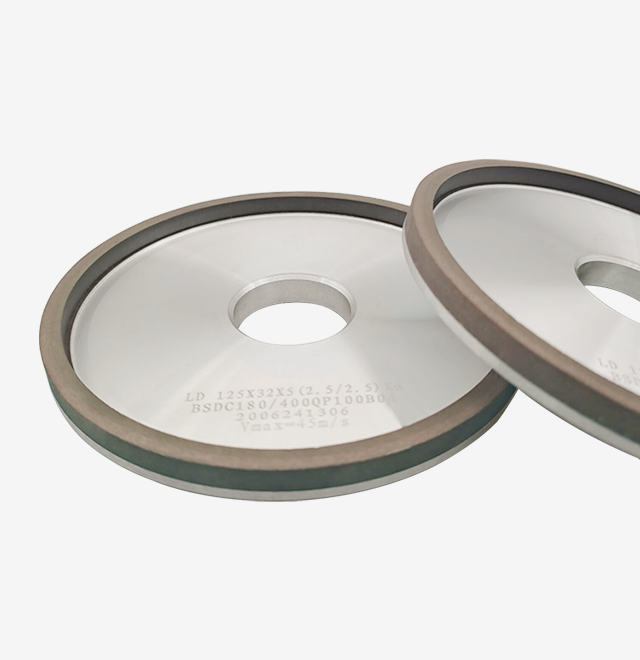 VIEW MORE6A2 Diamond Grinding Wheel
VIEW MORE6A2 Diamond Grinding Wheel