_1780459041732.webp)
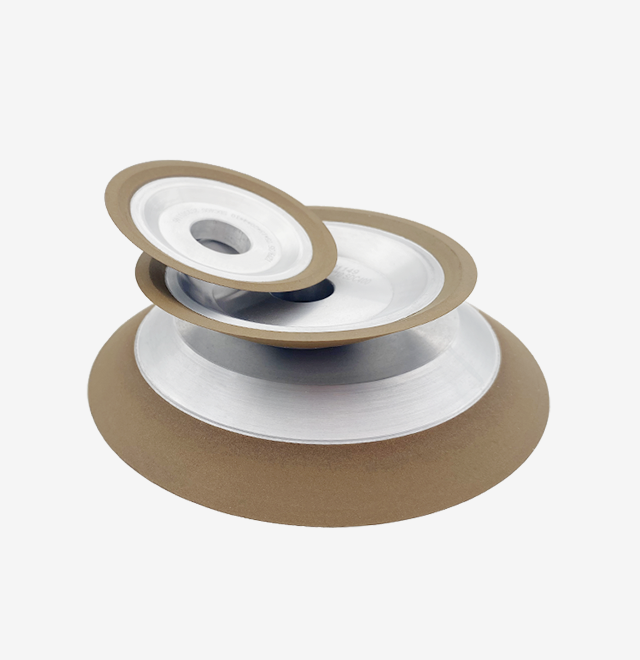
Diamond Cup Grinding Wheel
2. Application: Rough & finish grinding of tools, measuring tools, molds, cutting tools
3. Advantages – Toughness & Cutting: Good toughness, high impact resistance, excellent cutting for molds/measuring tools
4. Advantages – Dressing & Polishing: Easy dressing (complex shapes), good polishing (high surface finish)
5. Advantage – Cost: Lower than vitrified, high cost-effectiveness
6. Limitation – Heat & Stability: Poor high-temperature resistance (softens); low thermal stability (aging, shorter life)
- Product Description
Diamond Cup Grinding Wheel – Precision Grinding Solutions for Tool & Mold Manufacturing
When you're looking for reliable grinding performance in tool and mold applications, our Diamond Cup Grinding Wheel delivers exactly what you need. Manufactured by Henan Me We Products Co., Ltd. with over 10 years of precision tooling expertise, these resin-bonded grinding wheels feature exceptional toughness and cutting efficiency. With cost-effectiveness up to 30% better than vitrified alternatives, our wheels provide superior impact resistance and easy dressing for complex shapes. Standard production lead time of 7–10 days ensures your projects stay on schedule, while flexible OEM/ODM customization matches your exact specifications perfectly.
Technical Specifications



Why Choose Our Resin-Bonded Grinding Solutions?
Exceptional Toughness & Impact Resistance
Your molds and measuring instruments request pounding wheels that can handle both exactness and weight. Our resin-bonded item offers exceptional durability, retaining affect powers that would harm harder bonds. This makes them perfect when you're working with complex geometries or hindered surfaces.
Superior Cutting Performance
You'll take note the distinction instantly. The adaptable tar network holds jewel particles at ideal cutting points, keeping up sharp edges all through unpleasant and wrap up pounding operations. Whether you're forming apparatus steel or refining perplexing shape cavities, you get steady fabric evacuation without intemperate force.
Easy Dressing for Complex Shapes
Complex profiles shouldn't cruel complicated support. Our wheels dress effortlessly utilizing standard jewel dressing apparatuses, permitting you to keep up exact geometries indeed on radiused corners and perplexing forms. This adaptability spares you time and amplifies wheel life between dressing cycles.
Outstanding Surface Wrap up Quality
When surface unpleasantness things, tar bonds provide. The somewhat versatile nature of the bond pads each precious stone molecule, creating smoother wraps up with less micro-scratches. You'll accomplish the tall surface quality your accuracy applications require without different crushing passes.
Cost-Effective Performance
Budget matters as much as quality. Our Diamond Cup Grinding Wheel costs significantly less than vitrified-bond alternatives while delivering comparable performance for most tool and mold applications. You get professional results without premium pricing.
Ideal Applications
Our grinding wheels excel in:
- Tool Manufacturing: Cutting tool sharpening and reshaping
- Mold & Die Shops: Surface grinding and cavity finishing
- Measuring Instruments: Precision grinding of gauge blocks and standards
- General Metalworking: Rough stock removal to final finish operations
The versatile resin bond adapts to varying contact pressures, making these wheels suitable across your entire grinding workflow.
Important Usage Considerations
Temperature Limitations
Resin bonds soften at elevated temperatures. For best results, always use adequate coolant flow and avoid excessive grinding pressure. Monitor your grinding zone temperature, especially during extended roughing operations.
Thermal Stability
While these wheels offer excellent value, they have lower thermal stability than vitrified bonds. Plan for more frequent wheel replacement in high-volume production environments. Proper coolant selection and application significantly extends service life.
Loading Prevention
Like all grinding wheels, diamond cup wheels can load with metal particles. Regular dressing and proper coolant filtration keep your wheels cutting efficiently. If you notice reduced cutting action, dress the wheel to expose fresh abrasive.
Application
Rough and finish grinding of tools, measuring tools, molds, and cutting tools.
Feature
1.Good toughness and high impact resistance.
2.Excellent cutting performance, suitable for rough and finish grinding of molds and measuring tools.
3.Easy to dress, meeting the requirements for processing complex shapes.
4.Good polishing effect, ideal for applications requiring a high surface finish.
5.Lower cost (compared to vitrified bonds), offering high cost-effectiveness.
Limitation
1.Poor high-temperature resistance, prone to softening as temperature rises.
2.Low thermal stability; long-term use may lead to aging, affecting service life.
3.Prone to clogging, which may impact grinding efficiency.
FAQ
Q: How do I choose the right diamond or CBN grinding wheel for my application?
A: To help you select the right wheel and avoid inefficient grinding or unnecessary costs caused by mismatched parameters, please provide the following key information:
① Workpiece material: What specific material are you grinding? (cemented carbide, high-speed steel, mold steel, hardened steel, stainless steel, titanium alloy, ceramics, PCD/PCBN tools, etc.)
② Workpiece dimensions: Diameter, length, wall thickness, and grinding stock allowance
③ Hardness before grinding: e.g., HRC 45, HRC 60
④ Processing requirements: Roughing, semi-finishing, or finishing? Required surface roughness? Dimensional tolerance? Special requirements like no burning or cracking?
Based on your inputs, we'll recommend the optimal wheel solution for you.
Q: Does my current equipment and process also affect wheel selection?
A: Absolutely. Providing these details helps our engineers match the most suitable wheel:
- Grinding machine: Brand, model, maximum spindle speed or linear speed (m/s)
- Grinding method: External cylindrical, internal, surface, centerless, tool grinding? Dry or wet grinding? Coolant type?
- Depth of cut per pass and feed rate
- Current issues: Low efficiency? Frequent clogging? Workpiece burning? Short wheel life?
- Primary goal: Improving efficiency? Extending wheel life? Better surface quality? Reducing cost?
Q: Why does my grinding wheel feel like it "won't cut" and has very low efficiency?
A: Several factors can cause this:
① Wrong abrasive type: Using diamond on hardened steel causes chemical reactions that dull the wheel quickly
② Incorrect wheel hardness: Too-hard wheels won't release dull grains
③ Improper feed rate: Too light prevents effective cutting; too heavy generates excessive heat
④ Wheel clogging: Metal chips load the working layer, especially with stainless steel or titanium
⑤ Coolant issues: Insufficient flow or wrong coolant type raises grinding zone temperature
We'll help you identify the root cause and adjust specifications accordingly.
Q: My wheel is clogged and dull – what should I do? How do I dress it?
A: Although superabrasive wheels have some self-sharpening ability, they need periodic dressing:
① Truing/shaping: Use a diamond dressing tool to remove dulled abrasive and restore geometry
② Sharpening: Mount a single-point diamond dresser at 10–15° angle and dress wet with coolant
Regular dressing maintains cutting performance and dimensional accuracy.
Q: Why are my workpiece dimensions or accuracy inconsistent during batch grinding?
A: Poor dimensional stability often links to:
① Wheel wear: Fast or uneven wear during continuous grinding affects feed accuracy
② Low dressing frequency: Dull wheels shift the grinding point, causing dimensional errors
We recommend setting regular dressing schedules. Our wheels with good shape retention extend stable dimensional performance periods.
Get Your Customized Grinding Solution Today
Ready to improve your grinding efficiency with Diamond Cup Grinding Wheel? Contact our technical team at elena@mine-tools.com for personalized wheel recommendations based on your specific applications.

USER EVALUATE
Here is the customer's evaluation of us







